










T-Ceiling production line

 Send Inquiry
Send Inquiry CCCME
Member
CCCME
Member
 Recommended by CCCME
Recommended by CCCME
- Product Details
- Company Profile
T-Ceiling production line
Automatic T ceiling production line
Main tee one production line Cross tee one production line Angle production line
Technical process:
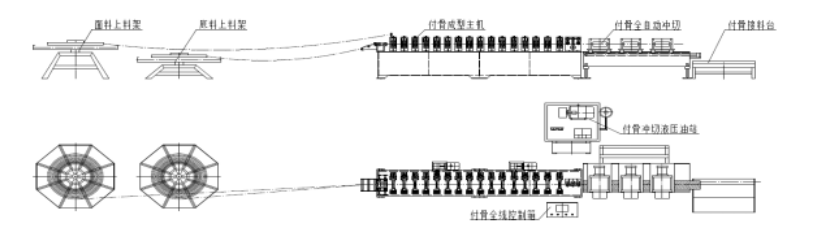
Main tee:

Cross tee:
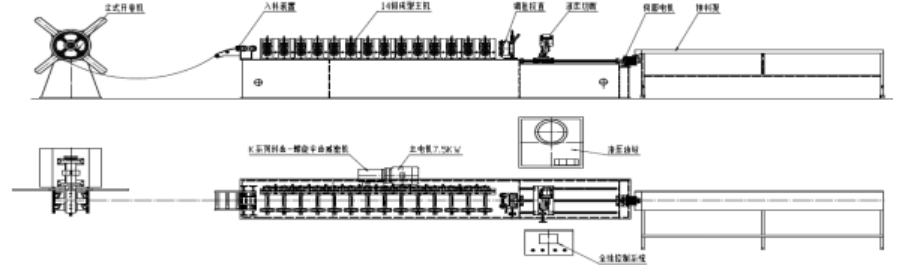
Angle:
Machine parameter:
Main tee:
1. 2 tons manual de-coiler (vertical type)*2
2. Main tee roll forming machine*1
① Matching material:PPGI/GI
② Thickness: 0.3-0.5mm
③ Main power: 5.5kw
④ Wall panel: standing plate with iron casting
⑤ Forming speed: no stop cutting, all speed is 0-25m/min, with punch, it is 25m/min
⑥ Shaft material and diameters: #45 steel and 50mm (Made the steel for cementation)
⑦ Roller material: Cr12
⑧ Material of cutter blade: Cr 12 mould steel with quenched treatment,HRC 58-62℃
⑨ Forming Steps: 16 steps for forming
Receiving table
Cross tee:
1. 2 tons manual de-coiler (vertical type)*2
2.Cross tee roll forming machine*1
① Matching material:PPGI/GI
② Thickness: 0.3-0.5mm
③ Main power: 5.5kw
④ Wall panel: standing plate with iron casting
⑤ Forming speed: no stop cutting, all speed is 0-25m/min, with punch, it is 25m/min
⑥ Shaft material and diameters: #45 steel and 50mm (Made the steel for cementation)
⑦ Roller material: Cr12 with well heat treatment ,58-62
⑧ Material of cutter blade: Cr 12mould steel with quenched treatment,HRC 58-62℃
⑨ Forming Steps: 16 steps for forming
3. Receiving table
Angle:
1. 2 tons manual decoiler (vertical type)
2. Angle roll forming machine:
Matching material: Galvanized steel .thickness :0.3-0.5mm
Speed about : 0-40m/min with servo tracking punch and cutting (automatic control)
Material of forming rollers: Cr12
.Material of cutter blade: Cr 12 mould steel with quenched treatment,HRC 58-62℃
Controlling system: PLC
Roll forming step: 8 steps
3. Receiving table
 Free Member
Free Member 0
0 Chinese
Supplier
Chinese
Supplier



- From*
- toTianJieZuo
- Title
- Standard/Certification Requirements*
- Category*
- Specification/Model*
- Purchase Quantity*
- Minimum Order Quantity*
- Unit
- Message*
- Verification Code*